








- Home
- Case Studies
- Telford Infield Drilling (TAE) Project
Telford Infield Drilling (TAE) Project
The Scott Telford Oilfield development is located in the Moray Firth basin, approximately 84 miles east of Aberdeen. The biggest challenge presented by the project was water depths of up to 140 metres.
Key Facts
Client: Our client was a major global contractor with a strong reputation in the oil and gas industry.
End User: The end user was a major oil and gas company.
Duration: The drilling for the production commenced in Q1 of 2017, with the subsea installation carried out throughout Q2 and into Q3. The first oil was produced in Q3.
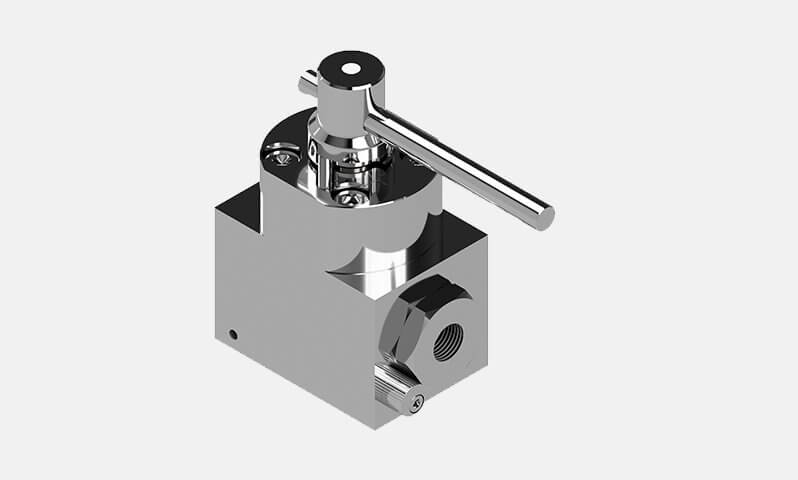
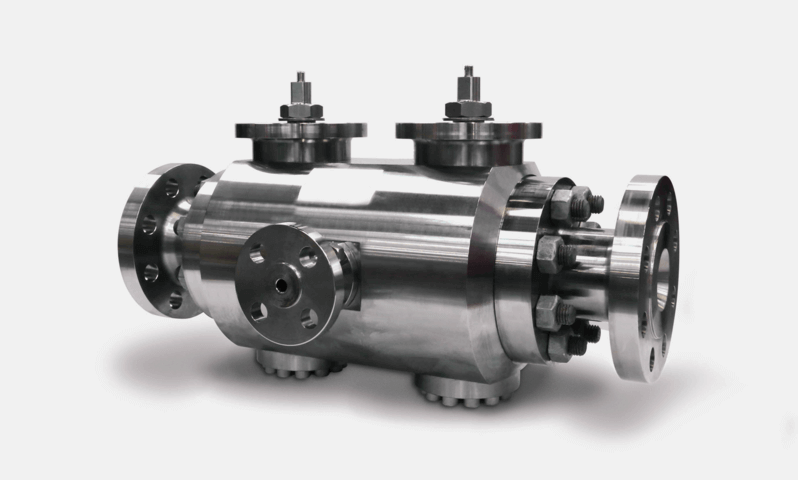
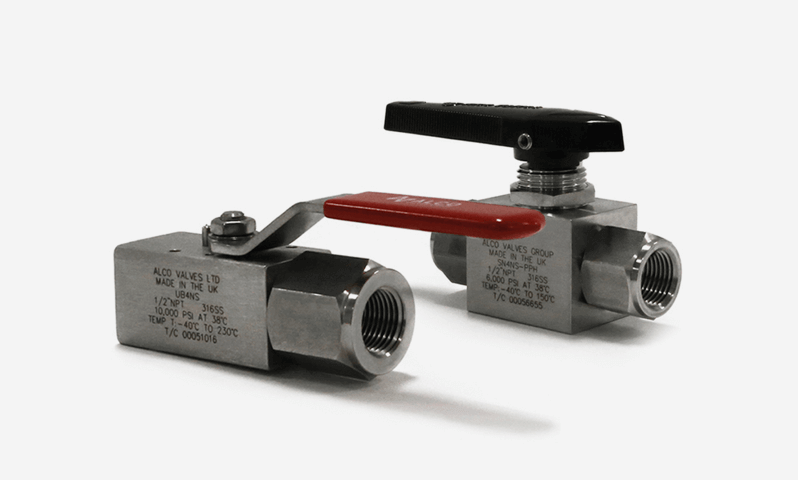
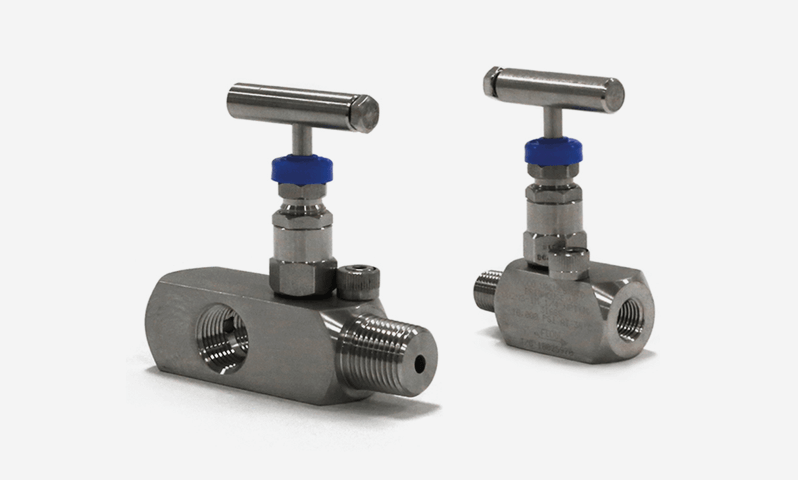
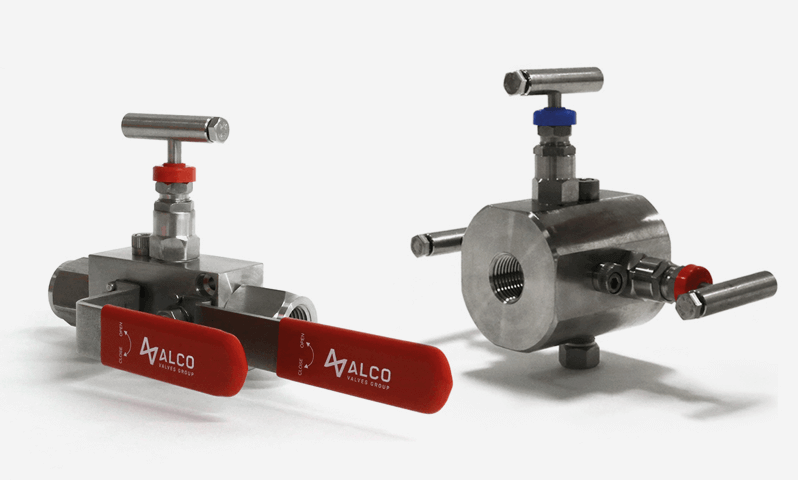
Equipment: The installation used a 10,000 PSI subsea needle/needle/needle metal-seated assembly with a 10mm bore and a 20-year life expectancy.
The Challenge
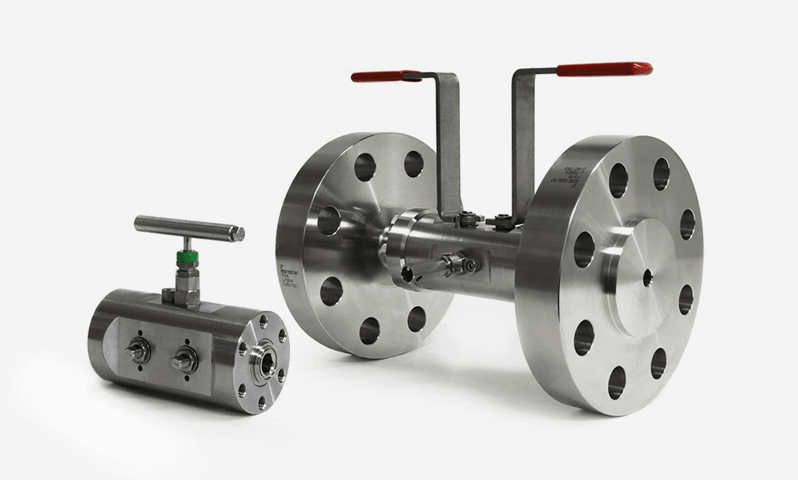
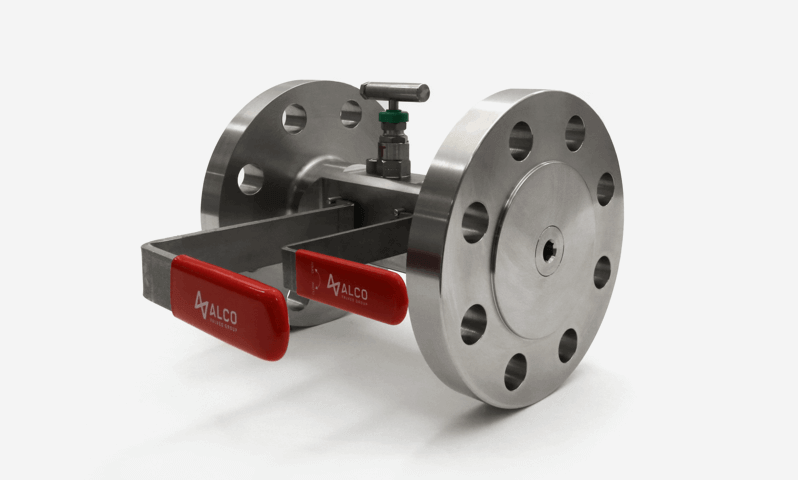
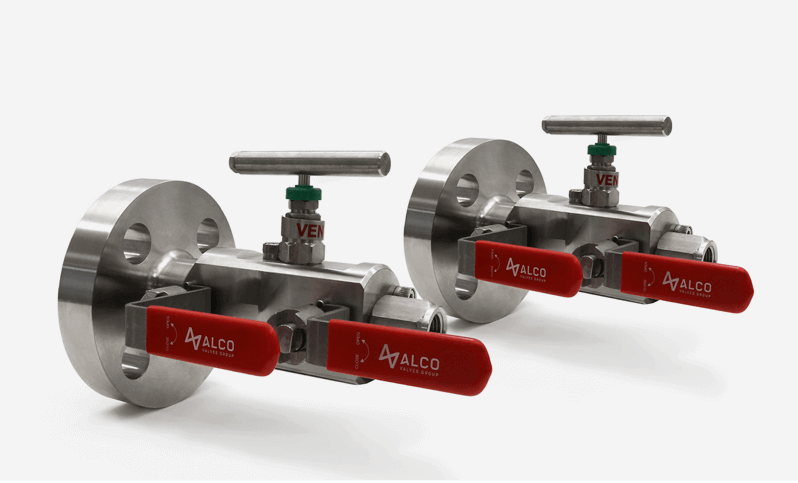
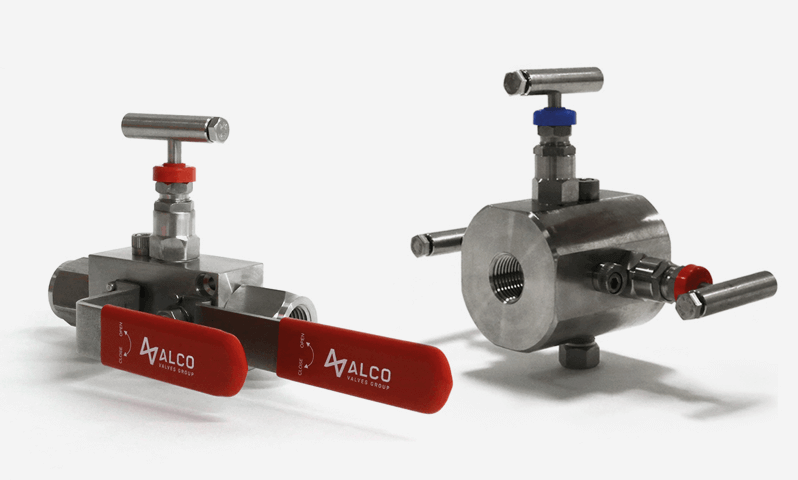
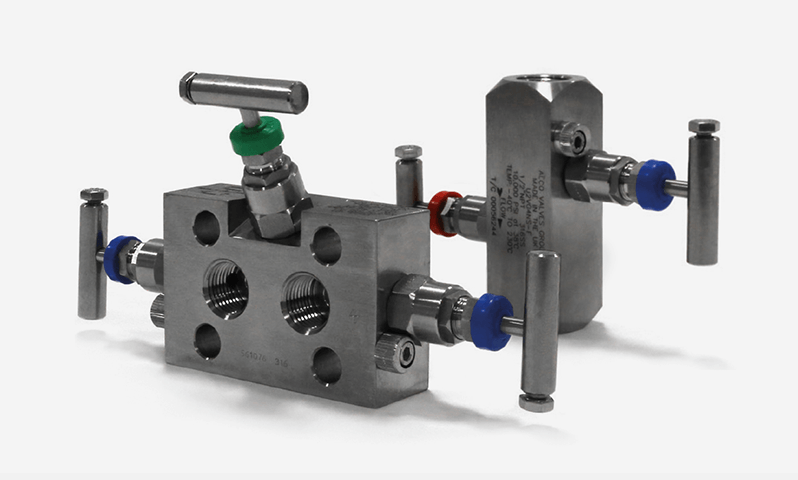
The contractors specified Double Block & Bleed valves to enable venting of production fluids such as methanol, wax inhibitor, scale inhibitor and biocide. As well as the water depths of up to 140 metres, further challenges included design pressures of up to 345 bars and temperatures ranging from -30 degrees to 110 degrees. The valves also needed to have a 20-year design life.
Our Solution
Because of the wide variations in temperature and pressure conditions, we needed to ensure that the components within the valves were suitable for the operating conditions. We proposed a PR-2 qualified design under API 6A, which was subjected to hyperbaric testing to closely replicate the subsea conditions. A factory acceptance test was also proposed to PSL-3G and a 24-hour hydrostatic body strength test.
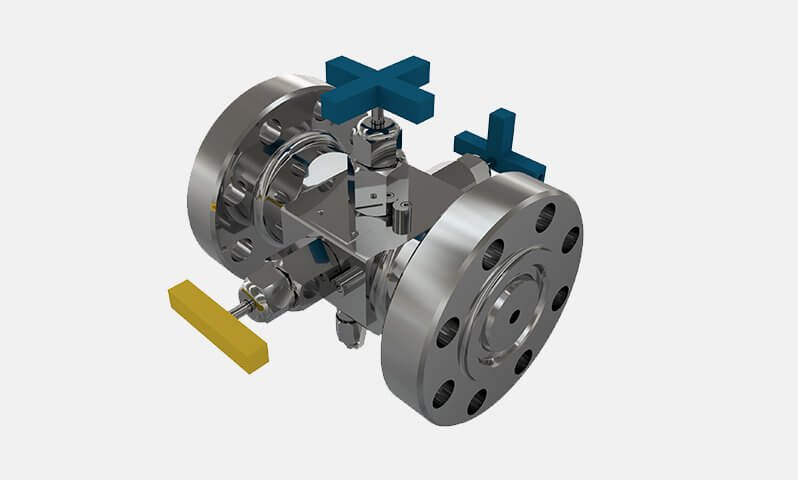
The equipment was fitted with an X-bar primary isolate, a Y-bar secondary isolate and a T-bar bleed. All enabled diver operation at 140 metres with minimum turns and a safety drive train at a minimum of x4. The materials were specified as Duplex to Norsok M650 and M630 standards to ensure minimum corrosion and meet the required 20-year service life.
The whole project was overseen by a dedicated project manager who took ultimate responsibility from initial specification right through to deployment of the equipment. The project also required input from other functions such as design, production, machining, testing and our QC team to ensure that we met the requirements of the project in terms of product performance and deadlines.
Benefits for the client
The project – which required a high-quality product engineered to meet demanding requirements – was completed on time and within budget. The real benefits of the project will come in later years as the equipment has been specified to withstand 20 years’ service with no leakage and no need for intervention or maintenance.
James Hinchliffe – Sales Manager for Alco Valves in the EMEA region comments:
“The engineers onshore who built the skid carried out tests before the launch. They were very satisfied with the quality and usability of the products specified. After some initial trials to find a suitable product, our internal designers had worked closely with the client to help them specify a product to meet the needs of this challenging project.”

Founded in 1977 Alco Valves Ltd was incorporated with the express purpose of manufacturing a comprehensive range of technically advanced, precision made, high integrity valve products and accessories.



Alco Valves Group, Armytage Road, Brighouse, HD6 1PT, United Kingdom
